简单介绍吸塑盒的模具工艺是什么-尊龙棋牌
在收到吸塑盒图纸确实无误的情况下,制作成样板生产单交给模房,模房会根剧产品的一些形状和客户的需求和制作的复杂
程度来决定以哪种方式进行打版,如:石膏模,铜模,铝模,或可共用模具。打板需时2-3天,未
量产的样板大多以石膏模进行制作。
二、操作过程如下:1.先用手工泥按照实物制模子;2.用吸塑打版机加工成泡壳毛胚;3.用专
用吸塑石膏注入泡壳毛胚中,等风干后就会形成石膏毛胚;4.再用电动铣床进行规则形状的加
在接到客户样品单时,先跟客户确认好图纸一些不明白的规格尺寸。工,使模具看上去 精细化;5.再用手工打磨和手工进行添加部件;6.然后把添加的部件进行
抛光,再将这些抛光好的部件粘合成一个完成的模具7.末了再使用吸塑打板机进行粗糙打版;
8.初版出来后,再按成品尺寸,外观进行手工切边、封边,完成全部打样过程。
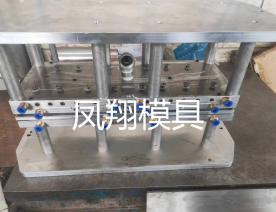
三、量产模具制作,在客人接收到初版并进行确认通知量产后,公司便会安排量产模具的制作
了。在此之前会吸一个样板拿去进行刀模的制作。量产模具多为铜模,铜模一般以外发的等式
进行制作。铜模制作的时间较长多为4-5天。铜模电镀的过程需要72小时,如果时间不达标,
则会出现磨具易坏,易损,导致产品,吸不到位的情况。
四、铜模回来后再交由模房进行倒模,模倒好后还需要风干,然后对铜模进行清洁处理。一般
这个过程需要5-7小时。
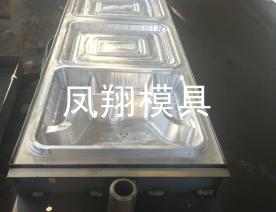
五、等待模具制作好,便可交由吸塑大机进行量产了,吸塑成型机的基本原理是:将pvc片场进行
高热化,待pvc片软化后,再用模具倒压帛真空的方式,然后形成模具的形状,如此便制作成
初期产品。
六、初期吸塑盒产品出来后,接来便是冲压了。这时冲床部的员工会将吸出来初产品用做回来对应的
刀模进行冲压,因为吸出来的吸塑盒是分为一张一张,再利用冲床机和刀模的力压,把产品为
会单一的产品。
七、这时包装部就对会对冲压出来的包装产品进行清洁查检,看是否有损坏的或者吸不到等一些存
在质量问题的吸塑进行处理,无问题的产品进行清洁后,按照客人的包装要求进行包装。
上一篇:吸塑盒在塑料包装中起到至关重要的作用
下一篇:介绍吸塑模具的重要性
- 厚片吸塑形成工艺2323-04-27
- 普及塑件吸塑成型工艺及相关要求2323-04-27
- 简单介绍吸塑盒的模具工艺是什么2323-04-20
- 吸塑厂家的吸塑工艺2323-05-08
- 吸塑模具的几种类型2323-05-08
- 吸塑包装模具的特点和优点有哪些?2323-05-15
- 吸塑包装模具的分类有哪些?2323-05-15
- 吸塑模具制作过程包括哪些步骤2323-08-09
- 吸塑包装模具在包装行业中的重要性2323-08-09
- 阐述模具的制作方法2323-05-08
- 教您厚片吸塑模具如何选择 2323-05-15
- 吸塑模具的构成及优点2323-08-09
- 厚片吸塑模具如何应该如何选择 2323-04-27
- 吸塑包装模具生产和加工细节2323-05-15
- 吸塑包装模具八大常识问答2323-05-15
- 吸塑模具 (1)2323-06-03